Apakah Pembinaan Alat Pembentuk Suntikan?
Tinggalkan pesanan
Apakah pembinaan alat pengacuan suntikan?
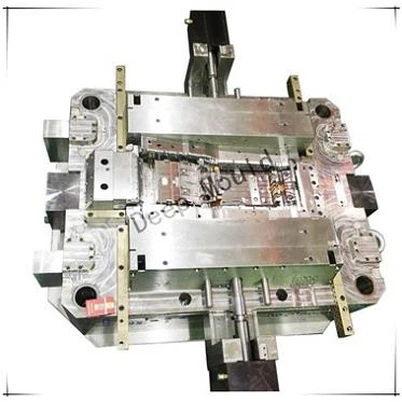
Alat 
Proses pengacuan suntikan menggunakan acuan, biasanya diperbuat daripada keluli atau aluminium, sebagai alat khusus. Acuan mempunyai banyak komponen, tetapi boleh dibahagikan kepada dua bahagian. Setiap separuh dipasang di dalam mesin pengacuan suntikan dan separuh belakang dibenarkan untuk meluncur supaya acuan dapat dibuka dan ditutup sepanjang garis pemisahan acuan. Dua komponen utama acuan adalah teras acuan dan rongga acuan. Apabila acuan ditutup, ruang antara teras acuan dan rongga acuan membentuk rongga bahagian, yang akan diisi dengan plastik cair untuk mencipta bahagian yang dikehendaki. Acuan berbilang rongga kadang-kadang digunakan, di mana kedua bahagian acuan membentuk beberapa rongga bahagian yang sama.
Acuan Base 
Inti acuan dan rongga acuan masing-masing dipasang ke asas acuan, yang kemudiannya dipasang pada platens di dalam mesin pengacuan suntikan. Bahagian depan asas acuan termasuk plat sokongan, di mana rongga acuan dilampirkan, penyepit penyebaran, ke mana bahan akan mengalir dari muncung, dan cincin locasi, untuk menyelaraskan asas acuan dengan muncung. Bahagian belakang asas acuan termasuk sistem peletupan, yang mana teras acuan dipasang, dan plat sokongan. Apabila unit penjepit memisahkan bahagian acuan, bar pelana bertindak sebagai sistem peletupan. Bar ejector menolak plat ejektor ke hadapan di dalam kotak peluru, yang seterusnya menolak pin ejak ke bahagian acuan. Pin lentur menolak bahagian padu daripada rongga acuan terbuka.
Pelari Mold 
Agar plastik lebur mengalir ke rongga acuan, beberapa saluran dimasukkan ke dalam reka bentuk acuan. Pertama, plastik lebur memasuki acuan melalui sapuan. Saluran tambahan, yang dikenali sebagai pelari, membawa plastik cair dari semak kepada semua rongga yang mesti diisi. Pada akhir setiap pelari, plastik lebur memasuki rongga melalui pintu yang mengarahkan aliran. Plastik cair yang menguatkan di dalam pelari ini dilampirkan pada bahagian dan mesti dipisahkan selepas bahagian itu dikeluarkan dari acuan. Walau bagaimanapun, kadang-kadang sistem pelari panas digunakan yang memanaskan saluran secara bebas, membenarkan bahan yang terkandung di dalamnya cair dan terpisah dari bahagiannya. Satu lagi saluran yang dibina ke dalam acuan ialah saluran penyejukan. Saluran ini membolehkan air mengalir melalui dinding acuan, bersebelahan dengan rongga, dan menyejukkan plastik lebur.
Reka bentuk acuan 

Di samping pelari dan pintu, terdapat banyak isu reka bentuk lain yang mesti dipertimbangkan dalam reka bentuk acuan. Pertama, acuan mesti membenarkan plastik cair mengalir dengan mudah ke dalam semua rongga. Sama pentingnya ialah penyingkiran bahagian padu dari acuan, jadi sudut draf mesti digunakan pada dinding acuan. Reka bentuk acuan juga mesti menampung ciri-ciri kompleks di bahagian itu, seperti undercuts atau benang, yang memerlukan potongan acuan tambahan. Kebanyakan peranti ini meluncur ke bahagian rongga melalui bahagian acuan, dan oleh itu dikenali sebagai slaid, atau tindakan sampingan. Jenis tindakan sampingan yang paling biasa adalah teras sampingan yang membolehkan kelebihan luaran dibentuk. Peranti lain memasuki akhir acuan di sepanjang arah perpisahan, seperti pengangkat teras dalaman, yang boleh membentuk luka dalaman. Untuk menghulurkan benang ke bahagian, diperlukan satu alat pembongkaran, yang dapat memutar keluar dari acuan setelah benang telah terbentuk.